|
3.1.2局部厚度
根据SCAN-P 88:01标准,使用仪器测量局部厚度
由STFI开发。[9] 该仪器使用两个对齐的探针,一个在下面,另一个在上面
样品探头尖端为圆形,直径为1mm。两个探头扫过
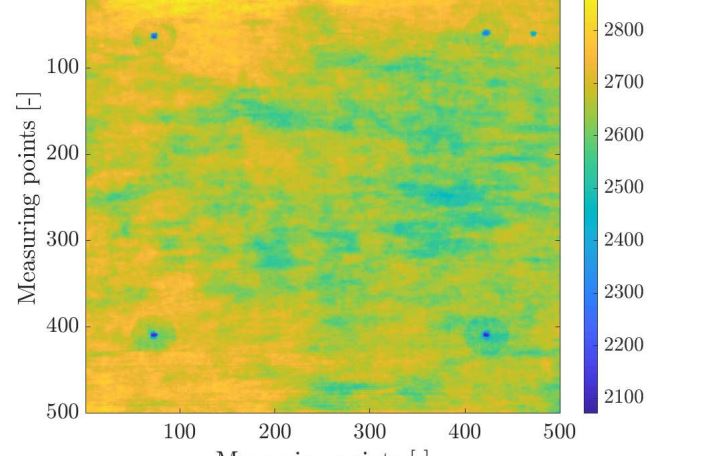
500行试样,间隔0.1𝑚𝑚 分开,在每一条线中测量厚度
500个点也间隔0.1𝑚𝑚 分开地输出数据是一个500x500的矩阵,每个矩阵的厚度
指向典型试样的厚度图如图6所示。
图6:试件的厚度变化。
材料|11
3.1.3地表地形
使用称为FRT MicroProf的光学仪器测量试件的表面形貌,
以下称为MicroProf。MicroProf的工作原理是将白光聚焦到
在待测量的表面上,来自样品的反射光然后由传感器检测,光谱
分析了光的分布。然后根据
在xy平面中的期望分辨率,在高度差中的分辨率是10nm。对于执行的测试
在这篇论文中,对于5𝑥5.𝑐𝑚 地区典型曲面图
试样的地形如图7所示。
图7:试件的表面形貌。
3.1.4 Z方向刚度测量
纸板的ZD性能是在一种称为“快速ZD测试仪”的设备中测量的。[10] ,[11]
快速ZD测试仪通过将钢制探针落在
不同高度的纸板。在整个测量区域重复进行此操作,以形成
具有5的测量点矩阵𝑚𝑚 直径,其中刚度是为每一个确定的
点。这将在以后的项目中用于分析打印质量的不同测量,以
纸板的材料特性。
对于本文中进行的工作,使用快速ZD测试仪的结果来计算
纸板的平均ZD压缩刚度。1分析ZD刚度测量
在图8中,可以看到一点处ZD刚度测量的数据。显示的数据
是探针在同一点反弹五次的压力和位置测量值。这个
第一次反弹具有最大的能量,并且在纸板中形成最大的压痕。第一次反弹
用于计算纸板的ZD刚度。
图8:一个ZD的压力-位移图
测量点。
图9:近似刚度计算的斜率(红色)
显示为红色。
从图中可以看出,纸板的响应在装载开始时不是线性的。这个
刚度在加载开始时低于加载之后。较低的刚度是由表面粗糙度引起的
纸板材料。[12]
为了近似地确定纸板的刚度,探针之后的斜坡的倾斜
计算反弹,如图9所示。这是针对ZD测试仪数据中的每个点进行的
计算平均刚度。
材料|13
3.2打印表格
选择印刷形式以实现尽可能大的压力脉冲差异,同时仍然
不在汽缸直径的IGT F1规范之外。如第2.2节所述,材料
影响压力脉冲的印刷形式的特性是厚度和剪切模量
肖氏硬度值越大,剪切力越大
模量,因此选择的印刷形式在厚度和硬度上的差异与
可以实现尽可能明显不同的压力脉冲。打印之前的表格
安装在印刷滚筒上,如图10所示。
图10:用于校准的打印表格和试件
印刷形式均为来自nyloflex生产线的Flintgroup产品,基材为
聚酯薄膜。表2中列出了每种打印形式的一些材料特性。产品数据
表见附录A-C。
表2:所选印刷形式的厚度和硬度。
板材厚度[𝑚𝑚] 硬度(𝑆ℎ𝑜𝑟𝑒 𝐴)
红色5.5 26
绿色2.84 54
蓝色1.1478
使用Lohmann的泡沫胶带将打印表格安装到打印滚筒上
“DuploFlex 5.4”。
打印和测量|14
4打印和测量
4.1压力测量
如引言所述,本文的目标是测量接触压力和接触时间
在IGT F1实验室印刷机和纸板试件之间。压力测量值
使用具有传感器5040的Tekscan系统进行。 |